






PLC LÀ GÌ? KHÁI NIỆM, CẤU TẠO, NGUYÊN LÝ HOẠT ĐỘNG VÀ PHÂN LOẠI PLC
Khái niệm:
PLC là từ viết tắt của Programmable Logic Controller, đây là thiết bị cho phép lập trình thực hiện những thuật toán điều khiển logic. Bộ lập trình PLC sẽ nhận tác động từ các sự kiện bên ngoài thông qua ngõ vào (input) và tiến hành thực hiện hoạt động thông qua ngõ ra (output). PLC hoạt động bằng cách quét các trạng thái trên đầu ra và đầu vào. Khi có bất kỳ sự thay đổi nào từ ngõ vào, dựa theo các thuật toán điều khiển logic chương trình ngõ ra tương ứng sẽ thay đổi.
Cấu tạo:
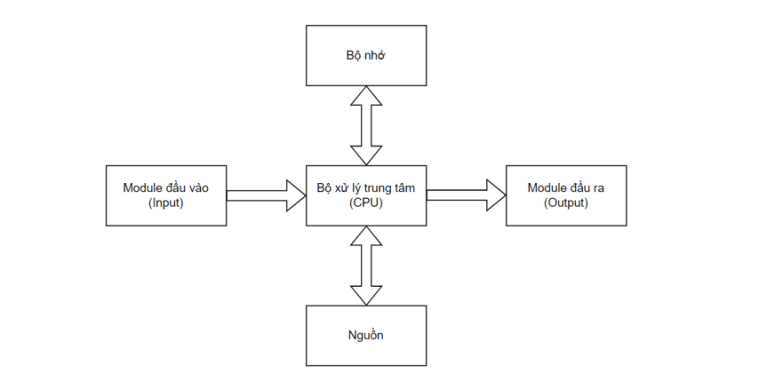
Thông thường, hệ thống PLC có các bộ phận chính sau:
- Bộ nhớ chương trình: RAM, ROM, ngoài ra có thể sử dụng vùng nhớ ngoài – EPROM.
- Bộ xử lý trung tâm CPU.
- Module đầu vào (input): nhận các tín hiệu đầu vào của PLC như tín hiệu từ cảm biến, công tắc,….
- Module đầu ra (output): xuất các tín hiệu đầu ra để điều khiển các thiết bị chấp hành như đèn báo, van, động cơ
Nguyên lý hoạt động
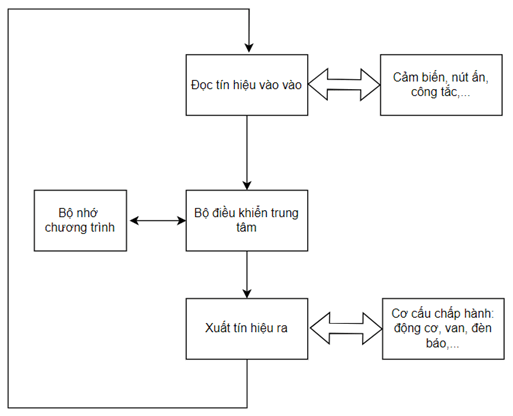
CPU – bộ điều khiển trung tâm sẽ thực hiện nhiệm vụ điều khiển toàn bộ hoạt động bên trong PLC. Sau đó bộ xử lý sẽ đọc và tiến hành kiểm tra chương trình được chứa trong bộ nhớ, tốc độ xử lý của CPU sẽ quyết định tốc độ điều khiển của PLC. Chương trình được lưu trữ đầy đủ trên RAM, pin dự phòng được tích hợp trên PLC giúp chương trình không bị mất dữ liệu khi gặp sự cố về điện. CPU thực hiện quét chương trình theo thứ tự từng lệnh.
Sơ đồ chu trình vòng quét của PLC
Phân loại:
PLC được chia thành 2 loại: Compact PLC và Modular PLC
Loại compact:
- Loại này tích hợp hết các chức năng cơ bản của PLC vào 1 khối hoàn chỉnh, gồm: Bộ nguồn, bộ xử lý trung tâm, các khối vào/ra
- Loại này thường có kích thước nhỏ gọn và giá rẻ hơn loại modular
Loại Modular:
- PLC loại modular tách biệt các khối chức năng và được gắn kết lại với nhau trên để gọi là Base unit, trong đó:
- CPU (Central Processing Unit): Là trung tâm xử lý của PLC, CPU thực hiện các chức năng xử lý dữ liệu và quản lý các nhiệm vụ điều khiển.
- Memory: PLC có bộ nhớ để lưu trữ các chương trình điều khiển và dữ liệu.
- Input/Output Modules (I/O Modules): I/O Modules là thành phần chịu trách nhiệm xử lý tín hiệu đầu vào và đầu ra từ các cảm biến và thiết bị của hệ thống.
- Power supply (Bộ nguồn): Power supply cung cấp nguồn điện cho CPU và module thiết bị điện khác trong PLC.
- Communication Interface (Truyền thông): Giúp PLC có khả năng kết nối với các thiết bị ngoại vi.
PLC FAs:
Samkoon PLC FAs là dòng PLC do Samkoon nghiên cứu và phát triển dựa trên nhiều năm kinh nghiệm thực tế và bám sát các nhu cầu của ngành. Sản phẩm có chức năng mạnh mẽ và mẫu mã phong phú. Với quyền sở hữu trí tuệ độc lập và kinh nghiệm kỹ thuật phong phú được tích lũy bởi nhóm R&D, PLC FAs có thể được tùy chỉnh để đáp ứng các tình huống cụ thể theo nhu cầu đa dạng của người dùng và đặc điểm của các quy trình tự động hóa cụ thể.
Là đại diện độc quyền của Samkoon tại Việt Nam, chúng tôi tự hào mang đến sự đảm bảo về chất lượng PLC và dịch vụ tận tâm nhất cho quý khách hàng. Nếu có bất kỳ thắc mắc hoặc yêu cầu nào về sản phẩm của bạn, xin đừng ngần ngại liên hệ trực tiếp với chúng tôi qua hotline: 098.554.0011.
Tìm hiểu sản phẩm ngay!
=.=.=.=.=.=.=.=.=.=.=.=.=.=.=.=.=.=.=.=.=.=.=.=.=.=.=.
Thông tin liên hệ:
CÔNG TY TNHH KỸ THUẬT VÔ CỰC
FANPAGE: KỸ THUẬT VC
YOUTUBE: Công ty TNHH Kỹ thuật Vô cực
HOTLINE: 098.554.0011
EMAIL: giaiphapkythuatvc@gmail.com
Địa chỉ: Trụ sở: Lô B19 Yên Xá – Thanh Trì – Hà Nội
Chi nhánh: 24B Đường Thới An 04 – P. Thới An – Q12 – TP.HCM